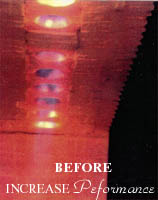
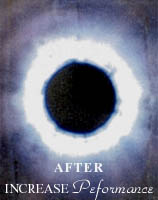
| Ammonia Plant Before and After |
| Down Fired Kellog Reformer Furnace |
 |
 |
- Poor distribution of radiant heat
- Excessive heat on burner tiles
- Burner tile failure falling damaging tunnel refractory
- High process tube temperature near burners
- At firing capacity on burners
- High NOx.
|
- Excellent even radiant heat
- No overheating tiles
- Damage eliminated
- Process tube temperature normal
- 22% additional firing capacity
- 40% NOx reduction
- 1-2% increase in efficiency
|
| Radiant Wall Selas Furnace - California low NOx package available |
 |
 |
- At maximum firing capacity
- Poor flame shape projecting towards process tubes
- High process tube metal temperatures
- Excess CO, no excess oxygen
|
- 30% additional firing capacity
- Excellent flame shape for radiant heat transfe
- Normal process tube temperatures
- CO eliminated and 24% excess oxygen achieved
- Major efficiency improved with payback in less than 6 months
- California low NOx package available
|
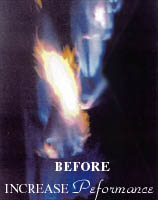
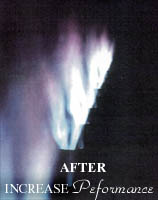
| Chemical Plant Before and After |
| Firebox Reformer Furnance |
 |
 |
- Process tube metal temperature
- Restricting production
- Less tube life
- At maximum burner firing capacity
- Flames too short for optimum transfer
- Very high noise
- High NOx
|
- Process tube metal temperatures reduced substantially below limit
- Production increase
- Burner firing capacity increased by 15%
- Even dispersed radiant flame for maximum heat transfer
- Reduced NOx
- Substantial noise reduction
|
Petroleum Refinery Before and After
Major efficiency improved with payback in less than 6 months |
| Rectangle Process Heater |
 |
 |
- Poor flame shapes
- Radiant heat transfer erratic
- Constant burner gas plugging
- Full time maintenance required
- Wasted fuel gas
- High convection tube temp
|
- Excellent uniform flame shape
- Optimum radiant heat transfer
- Zero maintenance-saving $70K/yr
- All process tube metals normal
|